Чем отличается булат от дамаска
К самым прочным типам металлов принято относить булат и дамаск. В чем их особенности?
Что представляет собой булат?
Булат — это фактически композитный материал. Как правило, он состоит из:
- мягких сортов стали;
- добавок из стали с высоким содержанием углерода, а в ряде случаев — чугуна.
Данное сочетание металлов придает булату уникальные свойства. С одной стороны, изделия из соответствующего материала — очень твердые, с другой — упругие. Булатную саблю можно без труда согнуть под прямым углом, и она не сломается.
На основе булата могут выпускаться изделия из узорчатой стали. Они характеризуются исключительно высокой прочностью и отличными эстетическими свойствами.
к содержанию ↑Что представляет собой дамаск?
Дамаск — это также композитный материал. Он представлен, как правило, 2 или 3 сортами стали, отличающимися процентом углерода. Изделия из дамаска производятся посредством последовательного выковывания с поочередным использованием разных сортов стали.

Как правило, твердых сортов стали в структуре дамаска ощутимо больше, чем тех, что относятся к мягким. То, какие типы металла задействованы при выковке изделия, общее количество очередей выковки, а также конкретная кузнечная технология определяют внешний вид изготавливаемого предмета: на нем формируется особенный узор.
Традиционный дамаск требует особых условий хранения, поскольку соответствующий тип материала довольно чувствителен к перепадам температур и коррозии. Но современные модификации данного металла, как правило, содержат специальные добавки, существенно повышающие устойчивость изделий к воздействию различных внешних факторов.
к содержанию ↑Сравнение
Главное отличие булата от дамаска заключается в том, что в основе первого материала — мягкие сорта стали, а в основе второго — преимущественно твердые. Оба типа металлов можно классифицировать как композитные. Эксперты также относят их к узорчатым — по той причине, что сочетание разных типов стали при ковке булата и дамаска в большинстве случаев формирует на поверхности изделий из этих металлов уникальные рисунки.
Определив, в чем разница между булатом и дамаском заключается принципиально, зафиксируем выводы в таблице.
к содержанию ↑Таблица
| Булат | Дамаск |
| Что общего между ними? | |
| Булат и дамаск — узорчатые типы металлов, часто классифицируются как композитные | |
| В чем разница между ними? | |
| Изготавливается на основе мягкой стали | Изготавливается на основе твердой стали |
thedifference.ru
Булат и дамасск: как выбрать настоящий нож
Беседа с Александром Бычковым, мастером-кузнецом, приоткрывает нам тайну создания клинков самого высокого качества.

Фото автора
С Александром мы знакомы давно. Меня всегда поражали его изделия. Не знаю почему, но его клинки я «чувствую», например, когда нахожусь на выставках. Быть может, это происходит потому, что мастер заложил в них какую-то тайну?
БУЛАТ
— Итак, начну нашу беседу с традиционного вопроса: что же такое дамаск и булат?
— Разговоров об этих чудо-металлах ходит много. Мне приходилось слышать о них от людей, которые меньше всего вникают в смысл и суть дамаска и булата, но при этом желают слыть крупнейшими специалистами в данной области.
Чтобы понять суть вопроса, вернемся к истокам зарождения булата, ибо как указывают исторические хроники, сначала был булат, который представляет собой сплав железа с углеродом. Зародилось производство отливаемого металла в Индии.
 |
Пакет будущего клинка состоит из слоев разной структуры. ФОТО RIKROSE/FLICKR.COM (CC BY-NC-ND 2.0) |
Установлено, что тот металл с заданными качествами плавился в небольших глиняных чашах с невысокими краями — в тиглях. В тигель закладывали железную руду либо уже готовые слитки железа. Туда же добавляли шихту, в которую входил уголь (преимущественно древесный).
В процессе плавки железо насыщалось углеродом из угля и кислородом из воздуха. Нельзя было допускать перенасыщения металла кислородом. В результате получался слиток в форме полусферы. Его называли «вутц». Впоследствии слиток рубили пополам и в таком виде уже продавали.
 |
После сваривания ковкой металл приобретает форму монолита. ФОТО RIKROSE/FLICKR.COM (CC BY-NC-ND 2.0) |
— А как люди могли определить, что им продают булат, а не дешевую подделку?
— В любом случае на поверхности слитка должна проступать кристаллическая структура. Особенно хорошо эта структура была видна как раз на срезе.
— Что делали со слитком потом?
— Далее нужно было правильно отковать этот слиток, для того чтобы впоследствии делать из этого булата клинки. На этой стадии есть свои небольшие тонкости.
Дело в том, что для получения качественного булатного клинка при ковке необходимо сделать булат чище. Для этого необходимо «выгнать» (или выдавить) все содержащиеся в металле газы, которые могут оказать пагубное влияние на качество булата, если останутся в нем.
Это своего рода грязь, порочащая чистоту металла. Чем монолитнее структура булата, тем качественнее будут из него клинки. Но не всем кузнецам это удается.
 |
История дамаска и булата насчитывает не одну тысячу лет. |
— Значит ли, что в этом случае качество булата резко снижается?
— Да, это так.
— Я знаю, что процесс ковки настолько ответственен, насколько и интересен. Это настоящее творчество. Рождению клинка зачастую пытаются приписать различные магические действия.
Но, на мой взгляд, у всякого мастера с большой буквы складывается свой стиль общения с металлом. Наверное, кто-то скажет, что железо есть железо.
Но я больше чем уверен, что во все выдающиеся творения, каковыми в нашем случае являются высококачественные клинки, мастер вкладывает частичку своей души. А этого не заменит никакая автоматика производства, существующая на данном этапе развития цивилизации. Как в общих чертах необходимо работать с булатом дальше?
 |
Дамаск получают методом ковки из пластин металла. |
— Булат требует к себе большого внимания. При ковке нельзя недогреть металл, так как он может лопнуть, и перегреть его, так как пропадет рисунок, а если перегрев будет еще больше, то металл также может лопнуть.
— Как следить за температурой булата?
— Это возможно определить только по его цвету и дается с наработкой определенного опыта.
У мастеров высокого класса есть свои секреты общения с металлом, но не все любят их озвучивать. Однако в случае с Александром меня поразило, что он готов обо всем подробно рассказать.
И когда я спросил, не боится ли он делиться секретами с конкурентами, смысл его ответа был приблизительно таков: «Если уж дано, так дано. Нет — так нигде не приобретешь!» А дано в данном случае должно быть чувство металла. Но вернемся в нашу кузнецу.
— Какие еще важные детали, возникающие в процессе обработки булата, ты бы отметил?
— Одна из особенностей булата — это способность набирать температуру при ковке. Поэтому приходится останавливать процесс, для того чтобы остудить заготовку. Вместе с тем булат должен быть хорошо прокован, а во время ковки на наковальне часть заготовки все же успевает остыть. И поэтому приходится опять подогревать ее до нужной температуры.
Очень важно держать этот температурный баланс. Самый качественный булат можно получить только при использовании качественного древесного угля. В древесном угле практически отсутствует сера, которая дает металлу хрупкость.
— Итак, у нас есть болванка качественной булатной стали. Что мы делаем с ней дальше?
— Болванка проковывается определенным способом. Получается квадратная заготовка. Во время проковки заготовки из нее «выгоняются» газы и заковываются те полости (или раковины), которые получились в местах выхода газов.
Важно, чтобы вся структура заготовки была наиболее близка к монолиту. Именно этот квадрат и является той «колыбелью», из которой путем ковки вытягивают будущие клинки. Квадрат расковывается в полосу в зависимости от размера клинка (по толщине и длине).
На протяжении всего процесса ковки металл необходимо как можно больше перекладывать, подобно тому как кулинар месит тесто. Но тут, как и в каждом деле, нельзя переусердствовать.
Слишком долгая проковка ведет к измельчению кристаллической структуры металла. При этом рисунок практически исчезает. Теряется качество булата. Заготовка на конкретное изделие отрубается от квадрата после вытяжки.
 |
Клинок из дамаска состоит из сотен тончайших слоев, сваренных методом ковки. ФОТО ДМИТРИЯ ВСТОВСКОГО |
— Я слышал, что многие из наших современных мастеров заканчивают работу с металлом именно на этой стадии. Так ли это?
— К сожалению, так. После того как заготовка вырублена, придать форму будущему изделию пытаются с помощью наждака. При этом стачиваются самые ценные слои металла, несущие наибольшую твердость. Такие «мастера» концентрируются только на том, чтобы придать клинку как можно более привлекательный внешний вид.
Сделать это в принципе просто. Но при этом на карту ставятся утилитарные качества изделия. А точнее сказать, они сводятся на очень низкий уровень.
Мне известны случаи, когда «мастера» сваривают металлические пакеты или даже просто прутки «в ребро», затем путем ковки придают им вид выкованного изделия.
При таком способе внутренняя структура металла не может быть и рядом поставлена с настоящим булатом или дамаском. Я всегда довожу заготовку до конца ковкой и таким образом позволяю металлу сохранить свою монолитную структуру, а это приводит к высокому качеству клинка.
— Но, как известно, мало выковать клинок, необходимо его еще правильно закалить и отпустить. Как это делаешь ты?
— Закалка и отпуск — это составляющие единого процесса. Они служат для повышения режущих свойств клинка. Это сугубо индивидуальный процесс.
Например, изделия, выкованные из одного слитка булата, закаливаются и отпускаются в одинаковом режиме. Для другого слитка этот режим может быть иным.
— Как затачиваются клинки из булата?
— Все зависит от вида изделия и его практического назначения. Способы заточки различны. Есть комбинированная заточка. Это когда в одном месте (обычно ближе к рукоятке) клинок делается более толстым (а отсюда и заточка будет больше похожа на клин), а далее лезвие затачивается, как бритва. Так можно затачивать охотничьи ножи.
Той частью клинка, что находится у рукоятки, обычно выполняется более грубая работа: резка шкуры животного, строгание и резка деревянных поверхностей, сучков, в то время как более тонко заточенная центральная и носовая части клинка помогут выполнить работы по снятию шкуры и разделке мяса животного, а также другие более деликатные работы.
 |
Булат изготавливается методом литья, после чего заготовка распиливается пополам, чтобы оценить качество полученного металла. |
ДАМАССКАЯ СТАЛЬ
— Александр, давай теперь вернемся к дамасской стали. Об изделиях из нее ходит много легенд, но еще больше небылиц по причине малой осведомленности. Так что же это такое?
— В отличие от булата, который выплавляется, дамасская сталь сварная. Она может быть сварена из различных сортов стали или стали и железа.
Предположительно в своем историческом начале кричное железо, получаемое из руды путем плавления, имело пористую структуру. Причиной этого было наличие большого количества примесей. Это железо проковывалось. Часть железа оставалась мягкой, часть науглероживалась.
В процессе дальнейшей ковки смешивали твердое и мягкое железо. Твердое служило основой, к которой с двух сторон проковывалось более мягкое.
Таким образом, получался пакет, где более мягкие слои стачивались быстрее, чем середина с более твердым слоем. При таком раскладе получалось, что клинок затачивался самопроизвольно. Ярким примером такого ножа служит древний скифский нож «Акинак».
Основой дамасской стали является пакет из разных марок стали или стали и железа. При кузнечной сварке металлов важно избежать перегрева, при котором выходит углерод.
По сравнению с булатной сталью дамаск был более простым в изготовлении. Я делаю фактически три пакета: один для середины и два на боковые слои «щечки».
На некоторых изделиях я пробовал расковывать пакеты до 50 000 слоев в общей сложности. Но увлекаться большим количеством слоев не стоит, так как при столь длительной обработке металла из него выходит углерод. Во внешних слоях моих изделий в основном 400–450 слоев, во внутренних — более 1000.
От того, как пройдет этот процесс, и зависит качество будущего клинка. Чем плотнее и монолитнее мастеру удастся связать все слои пакета, тем выше будет качество.
 |
Александр закончил Суздальское художественно-реставрационное училище. Начал серьезно заниматься ковкой клинков из булата и дамаска с 1985 года. Им было изготовлено свыше 1000 авторских работ, среди которых клинки охотничьих ножей, сабель, шашек, кинжалов, кортиков и топоров. Изделия мастера находятся в частных коллекциях в США, Германии, Франции, Испании, России. Работы выставлялись в Государственной Оружейной палате, на всероссийских и зарубежных выставках оружия. На данный момент Александр является, пожалуй, единственным продолжателем дела знаменитого кузнеца, мастера-оружейника Вячеслава Ивановича Басова, возродившего знаменитую школу оружейного, клинкового кузнечного искусства в России. Фото автора |
— А что ты можешь сказать о легенде, по которой мечи из дамасской стали в древние времена носили под широким поясом восточной одежды?
— Легенд было во все времена больше, чем в этом была необходимость. Безусловно, такие мечи были. Но их было не так много, как привыкли утверждать некоторые. Само сочетание эластичности металла и его твердости малосопоставимо, на первый взгляд.
Но некоторым мастерам древности удавалось добиваться этого. Вряд ли таких изделий могло быть много. Доподлинно известно о четырех мечах подобного рода, находящихся в Иране.
Само собой разумеется, что такие изделия имеют статус народного достояния. К ним было такое же отношение, как к знаменитым мечам самураев в Японии.
— Александр, давай попробуем сравнить производство клинков из булата и дамаска. Каковы характерные особенности этого процесса для каждого из них?
— В целом булат более пластичен за счет кристаллической структурной решетки. При этом он может иметь гораздо более высокую твердость. Если взять 60 единиц твердости по Rockwell (для стали это очень высокое число), то она характерна лишь для инструментальных сталей, которыми обрабатывают металл.
Все основные виды охотничьих ножей имеют твердость от 54 до 58 единиц по той же шкале. Но те же 60 единиц для дамасской стали — норма.
Для булата нормой являются 64 единицы. Это твердость надфиля. Но при такой твердости булатный клинок может гнуться в дугу.
Высокая плотность, коррозионная стойкость и высокие режущие свойства — характерные особенностиклинков из булата. И это благодаря тому, что булат изначально должен быть более монолитным и не рыхлым.
 |
Цена на клинки из дамаска довольно высока.ФОТО VADIMDEM/DEPOSITPHOTOS.COM |
— Александр, проанализируй, пожалуйста, те изделия, которые мы видим на витринах охотничьих магазинов. Прежде всего я имею в виду клинки из дамасской стали, а точнее сказать, то, что пытаются выдать за дамасскую сталь.
— Честно говоря, не очень хотелось бы это обсуждать по многим причинам. Но вкратце могу сказать следующее. Те изделия, которые можно порой увидеть на прилавках магазинов, даже с натяжкой нельзя назвать тем, за что их выдают продавцы.
Я уже говорил, что в последнее время появилось много умельцев, которые могут вам выдать около 100 (!) изделий из «дамасской» стали в месяц. Как вы думаете, какими будут эти клинки? В основной массе на прилавках магазинов мы видим изделия с количеством слоев от 100 до 300 максимум.
Настоящий дамасский клинок даже не начинается с такого количества слоев. Цена таких изделий говорит сама за себя. Кто из нас видел, например, «Мерседес» по цене «Запорожца»? Уверен, никто и никогда.
— Что бы ты посоветовал тем, кто хочет приобрести нож из настоящего булата или дамаска?
— Если человек всерьез интересуется такого рода ножами, он должен получить определенные знания о предмете своего интереса. Это можно узнать из книг или же у специалистов в этом вопросе. Мне порой достаточно нескольких минут, чтобы объяснить человеку разницу между клинком из настоящей булатной стали и подделкой.
Если человек ориентируется в предмете разговора, он сразу все поймет, а впоследствии даже с гордостью расскажет об этом другим. И это, я считаю, очень хорошо.
P.S. От имени читателей выражаю огромную благодарность Александру Бычкову — мастеру с большой буквы, продолжателю русских традиций кузнечного дела за то, что он ввел нас в таинственный мир работы с металлом, и желаю ему богатырского здоровья и дальнейших творческих успехов.
Источник
handf.mirtesen.ru
Дамасская сталь и русский булат
Как правило, в англоязычных странах эти виды стали называются одинаково – Damascus steel. В России же знатоки делятся на два лагеря. Однако различия дамасской стали и булата настолько очевидны, что их можно найти без труда. Остается один вопрос: что лучше – дамасская сталь или русский булат?
Особенности дамаска
Дамаск получают путем многократной ковки, он состоит из нескольких типов стали. Условие создания хорошего дамаска — твердой стали в «пакете» должно быть больше, чем мягкой. Красивый узор, украшающий дамасскую сталь, получается именно за счет большого количества слоев. Но есть правило: если в дамаске много слоев, его отличные качества выражены лучше, но рисунок почти невиден. Если же слоев немного, клинок переливается прекрасными узорами, но его преимущества перед другими ножами практически теряются.
Дамасский клинок обладает большой прочностью и очень долго держит заточку. Иногда можно встретить утверждение, что дамаск точит сам себя – этот процесс действительно присутствует в какой-то мере, за счет того, что мягкая часть клинка стирается быстрее, чем твердая – так образуется микропилка. Но точить нож все равно нужно, хоть и не часто. Также принято считать, что дамаск – ржавеющая сталь, и это действительно так. При этом, если вам очень нужен клинок, не поддающийся коррозии, вы можете найти и специальный нержавеющий дамаск или еще проще — ухаживайте за дамаском, не допуская длительных серьезных контактов с влагой.
Охотничьи ножи из дамасской стали можно купить здесь здесь
Русский булат
Булат в России – это история опытов и открытий. Всем, кто интересуется историей, известно об исследованиях металлурга Аносова, который нашел способ создания настоящего булата. И сегодня есть мастера, которые пытаются повторить открытие Аносова. Охотничий нож из булата – это надежный спутник и помощью в любой сложной ситуации, которая может возникнуть в походе.
Булат получают литьем – это мягкая сталь, но с высокой концентрацией углерода на поверхности. А углерод отвечает за твердость стали и в дальнейшем самого клинка у охотничьего ножа. Клинок прочный и отлично режет, отличается хорошей вязкостью, следовательно, выдерживает серьезные нагрузки на нож. Конечно, углеродистая сталь подвержена коррозии, но для этого мастера создают именно нержавеющий булат благодаря легированным маркам стали. Т.е. булат по сравнению с дамаском менее коррозионная сталь. А если нужен полная стойкость к ржавчине — ищите полностью нержавеющий русский булат.
Резюме
Как дамаск, так и булат являются достойными материалами для создания охотничьего ножа. Из них создаются клинки, которые годятся и для того, чтобы разделать тушу, и для того, чтобы помочь охотнику справится и с другими задачами. Поэтому учитывайте индивидуальные особенности охотника и тогда точно можете выбрать, какой клинок ему нужен – дамаск или булат. А доволен он будет точно, поэтому
Заказывайте качественный подарок для мужчины!
Булат и дамаск — Стр. 2
Отличия булата-дамаска от стали инструментальной
Наличие узора

Это сейчас не определяющее отличие. Во первых, узорчатая сталь появилась одновременно с дамаском. Это подделка и производилась она, как и все подделки — ради денег. Даже многие «дамасские» клинки в музеях после исследований оказались всего лишь имитацией. Уже во времена П.П. Аносова по всей Европе выпускалась узорчатая сталь, особенно для ружейных стволов, и он замечал, что «… мастерство европейских мастеров направленно более на образование узоров, нежели на улучшение свойств металла». История всегда повторяется – опять началось повальное увлечение узором. В подлинном литом булате-дамаске узор – это производная от его боевых качеств. Узор нельзя запланировать. До конца процесса никто не знал какой по уровню получится булат и, соответственно узор. Поэтому взглянув на узор можно было определить, каков булат, не подвергая его испытаниям. Цитата: «Если булат надлежащим образом вытравлен, то пробы излишни; без них видно: вязок или хрупок, тверд или мягок, упруг или слаб…металл» П.П. Аносов. В сварном булате-дамаске никакой связи между узорами и качеством нет. Прав С. Данилов, сообщая, что «любой узор ни о каких свойствах не говорит, а лишь о мастерстве кузнеца» [1]. Прав и А. Марьяненко, говоря, что «все достоинство дамаска – в его узоре» [2]. Все это сказано об узорчатой стали, а подлинный булат-дамаск мы ценим не только за это. Во-вторых, некоторые сорта булата могут не иметь узора.
Повышенные режущие свойства

Если взять два клинка, один из подлинного булата, второй из инструментальной стали, то клинок из булата прорежет линию вдвое длиннее. Не в 100 (сто), а всего лишь вдвое. Цифра особенно не впечатляет, но люди знакомые с техникой, знают: чтобы увеличить результат вдвое, надо приложить в 10-100 раз больше усилий. Например скорости в 100 км/ч достигает мотоцикл с двигателем в 12-15 л.с., а для достижения скорости в 200 км/ч требуется двигатель в 10-20 раз мощнее, плюс другая ходовая часть и другая аэродинамика и т.д. То же и с булатом, чтобы он резал всего лишь вдвое лучше и в два раза медленнее тупился, надо приложить гораздо больше усилий и делать все тщательно, чем с обычной инструментальной сталью.
Холодноковкость

Это свойство определяющее. Закаленный булатный клинок можно положить на наковальню и ковать в холодном виде – он не треснет. Булат закален очень слабо: или на воздухе, или в кипящем жире, т.е. примерно так, как коса. Булатный клинок можно согнуть на 90? и выпрямить в холодном виде. Лучшие клинки выпрямляются сами почти до своего прежнего положения за несколько дней. Булатный клинок нельзя переломить, только согнуть. Цитата «Хороший булатный клинок при обыкновенном гнутье выскакивает и сохраняет прежний вид…, а при усиленном, например, наступив на конец клинка ногою и загибая его под прямым углом, он не сломается, а согнется, и будучи выпрямлен, не потеряет прежней упругости» [3]. Интересно то, что зная это высказывание П.П. Аносова, те кузнецы, что делают булат из чугуна, говорят: «Аносов делал мягкий булат, а мы делаем твердый». Увы, П.П. Аносов в данном случае говорит о подлинных булатах, сделанных в Персии и Сирии. В его распоряжении для исследований были предоставлены богатейшие коллекции дамасков у губернатора Оренбурга В,А, Перовского, собрания булатов Царскосельского арсенала, коллекция цесаревича Александра, коллекция князя Михаила, князя П.Д. Салтыкова и коллекция начальника штаба корпуса горных инженеров К.В. Чевкина. Поскольку мы этого потрогать не можем, то поверим на слово г-ну П.П. Аносову, что булат должен гнуться и коваться на холодную. Булат-дамаск не обладает большой твердостью – это следует из его неоднородной структуры. Ведь в структуре булата нити, кристаллы, чешуйки мягкого железа перемешаны с кристаллами цементита и дендритами высокоуглеродистой стали. Если замерить твердость такой смеси, то алмазное острие измерительного прибора на разных участках будет показывать разную твердость, но в основном не высокую, т.к. размеры частиц соизмеримы с диаметром закругления острия алмаза измеряющего прибора и это острие будет соскальзывать с твердого кристалла на мягкий. По этому поводу П.П. Аносов и сказал, что «твердость относительна». «Дамасская сталь обладала достаточной твердостью, чтобы держать остроту» [4]. Если Вам предлагают булат твердостью 80 ед. HRC, то это инструментальная сталь с напылением карбида вольфрама.

Булат-дамаск проще различать по способу производства, нежели по рисунку, т.к. способов не очень много, а рисунков бесконечное количество. Можно сварить заготовку дамаска в 1000 слоев и весом в 10 кг, потом отрезая от неё порцию в 200 г делать нож с одним рисунком, следующий с другим; но поскольку основа все та же, то качество изделия меняется незначительно или совсем не меняется.
Ссылки:
[1] Журнал «Магнум» № 5 1999 г.
[2] Журнал «Прорез» № 1 2001 г.
[3] П.П. Аносов.
[4] О.Д. Шерби.
Виды булата-дамаска

Продольно-слойный из полос железа и стали
В клинке сварено кузнечной сваркой от 2 до 9 полос железа и стали. Например: лезвие из напильника, обушок из железа, а щечки из рессоры (всего 4 куска, но это уже дамаск и общие его качества выше, чем в любой из этих сталей). Качество может быть высоким. Недостаток – расслоение. Узор присутствует только на стяжке, там, где наждак срезал слой наискосок. Так в основном, сделаны мечи в Моравии, древней Руси, древнем Риме. Сейчас трехслойные ножи по такому способу делают в Швеции (Helle) и в Японии.
Продольно-слойный из одной полосы железа
Полосу железа многократно складывают и сваривают в горне. Каждый раз на месте сварки образуется обедненный чугун или высокоуглеродистая сталь. Складывают обычно 7-9 раз. Образуется от 128 до 512 слоев. Меньше 7 сложений – нет эффекта булата (слои слишком толстые и на лезвии может оказаться мягкий слой). После 9 сложений уже нет заметного улучшения качества, возрастает риск расслоения и, главное почти пропадает рисунок. Недостаток этого булата – тоже расслоение. Плюс очень часто на острие оказывается полоса мягкого железа и надо перетачивать. Происхождение: повсеместно. Качество такого булата неплохое, рисунок любой, т.н. дикий.
Крученный (торсированный) булат
Обычно изготовлен из 7 прутков (сейчас делают из стального троса), которые скручивают и проковывают. Качество высокое. Рисунок четкий. Происхождение: Иран, Грузия, Норвегия.
Литой булат (wootz, вутец)
Железо сплавляется с углеродом в тигле. Полученный слиток (вутец) расковывается. Качество может быть самым разным, рисунок тоже. Различают их десятки видов по результату. Самый дешевый кумгынды – мелкий, блеклый рисунок без особой структуры. Самый дорогой кара-хорасан – четкий, крупный рисунок коленчатого типа, грунт – черный, отлив – золотистый. Литой булат – самый высший из видов. Цитата: «Сварные булаты, хотя имеют узоры, лишены других признаков, определяющих достоинства булата. Как бы совершенны ни были сварочные, они не могут равняться с хорошими настоящими…» [1]. Происхождение литого булата – Индия. Клинки из wootz делались повсеместно: в Иране, Сирии, на Руси.
Литой булат (П.П.Аносов)
Сам П. П. Аносов считал, что он получил булат, идентичный индийскому. По качеству и по рисунку, т.е. по конечному результату, да – так оно и оказалось. Но структура его другая, поэтому он выделен в особый вид. Вот что пишет американский исследователь Дан Токар: «В дамаске в качестве углеродо-образующего использовалось дерево и растения с млечным соком. Процесс остывания шел так, что сначала образовывались кристаллы аустенита, а затем цементита. В булате П.П. Аносова вместо дерева был чистый графит. При остывании вначале появлялись нити цементита, а потом уже аустенит и мартенсит. Кристаллы аносовского булата гораздо более вытянуты, чем в дамаске и по структуре он зеркально противоположен, что позволяет выделить его в особый вид». [2] По этому поводу с г-ном Даниэлем Токаром можно подискутировать. Можно сказать, что у него был недостаток фактического материала. Сколько клинков П.П. Аносова он исследовал? Может быть1-2? П.П. Аносов провел сотни опытов и получал все виды литого булата по рисунку и по качеству и неизвестно, который из образцов попал в руки заморского буржуина. Поэтому выводы могли быть поспешны и не правильны. Хотя, конечно, если он исследовал всего два клинка, которые сам П.П. Аносов признал лучшими: кара-тобан и кара-хорасан, из которых были сделаны сабли в коллекцию Их Высочеств, то это показательно. Значит аносовский булат действительно особый вид.
Квам (зернистый)
В расплавленный чугун бросают кусочки железа (обручи, гвозди, подковы), когда железо размягчится, то все это проковывается. Основано на разности температур плавления в 200? между чугуном и сталью. Этот булат самого низкого качества, во все времена считался подделкой. Рисунок четкий, булат – очень твердый, не холодноковкий. Происхождение повсеместно.
Электробулат
Не все стали можно сварить в горне, поэтому их сваривают электросваркой; или контактной, или дуговой. Потом эти полоски или прутки проковываются и готов булат. Стали подбираются по цвету. Рисунок достигается любой сложности, четкий. Качество невысокое. В Америке такой булат (полуфабрикат: 7 прутков, скрученных вместе и сваренных контактной сваркой) называют «cable (кабель) Damascus» и продаются в спецмагазинах для кузнецов вместе с оборудованием, инструментами. Продается на погонные дюймы. Качество инструментальной стали, можно считать подделкой.
Прокатный дамаск
Листы железа и стали свариваются под давлением в инертной среде в камере. Качество такой сварки выше, чем кузнечной сварки, отсутствует расслоение. Рисунок достигается любой: можно делать надписи, рисунок государственного флага и т.д. В основном гонятся за рисунком, бьют на эффект. Хотя качество может быть достигнуто любое, но этого часто не происходит. Качество стали идет вразрез с качеством рисунка. Пример прост: если слоев много, то булат лучше, но рисунок незаметнее, так никто делать не будет – это грозит финансовыми потерями. Потом для улучшения качества надо правильно чередовать слои железа-стали, а это тоже не всегда дает более выигрышный рисунок, чаще нет.
Порошковый булат (СРМ)
Получен в 70-х г.г. повсеместно. Порошки разных металлов спекаются под давлением, потом проковываются. Качество такого дамаска очень высокое, рисунок отсутствует из-за слишком мелких зерен.
Булат, полученный из стали
Если высокоуглеродистую сталь долго держать при t°=900-1100°, происходит расслоение углерода и железа, «кристалование», как сказал П.П. Аносов. Потом эта сталь куется при t° не выше 800-850°, чтобы не достигнуть вторичного растворения углерода. Получается булат среднего качества со слабым рисунком в виде черточек и полосок, если ковать полосу вдоль, ну, а если её торсировать, осаживать, то можно добиться сложного рисунка и значительного улучшения прочности.
Ссылки:
[1] П.П.Аносов.
[2] Журнал «Ocmulgee blacksmith guild newsletter» № 48 1997 г.
Исток
Исток
www.pravda-tv.ru
Обсуждение:Булат (металл) — Википедия
Материал из Википедии — свободной энциклопедии
Не «сварочный», а сварной bxanukaev
Не «сварочный», а сварной. Подпись: bxanukaev
Может в конце концов определите разницу между булатом и дамаском, если она есть. А то в статье дамаск, пишут тоже самое. Но разница ведь есть. Насколько я понимаю булат это особый вид стали с макроструктурой, который может быть получен и литьем в слитки. Дамаск — это поковка состоящая из заготовок из разной по структуре стали, сваренных между собой ковкой. Тоесть когда мы говорим дамаск, то имеем в виду уже более менее готовое изделие или заготовку полученную в результате технологической операции (ковки).86.110.187.44 15:16, 25 августа 2008 (UTC)
В принципе, в «Гуревич Ю. Г. Загадка булатного узора. — М.: 3нание, 1985.» такая классификация и дана: булат – литая структура, дамаск – сваренная. Однако, «стандарта» на такое определение нет.—Гунькин И.А. 16:11, 29 апреля 2009 (UTC)
Статья «Дамаск» описывает то же самое. По крайней мере в той статье прямо говорится, что булат — и есть дамаск, так как его называли на Руси. Может, правильней держать одну статью, а не 2? Или в обе статьи вписать, в чем же разница, если разница есть.PavelSI 23:51, 14 июня 2009 (UTC)
- Вот именно, разница большая. Булат получается при кристаллизации расплавленного железа и углерода; дамаск — проковкой… Поэтому нужны 2 статьи. Лапоть 12:34, 20 сентября 2009 (UTC).
- Строгого различия между булатом и дамаском нет. Разные авторы употребляют эти термины по разному. Распространенные варианты —
- «булат» — общая категория, делящяяся на «литой булат» и «сварной булат» («дамаск»).
- «булат» — только «литой булат», «дамаск» — «сварной булат»
- «дамаск» — общая категория, подразделяется на «тигельный» (он же литой) и «сварной». Этот вариант употребления крайне редок в русском языке, зато практически стандартен в англоязычной литературе.
В связи с этим, вероятнее всего, имеет смысл объединить статьи.
Первая ссылка в поиске: «Сталь СРМ 440V (S60V) — Единственным недостатком этой стали можно назвать некоторую хрупкость, и поэтому ее не применяют для тяжелых рубящих ножей.»
Плохой вариант для изготовления меча.
СРМ(Т) 440V Закалка на твердость 56-58HRC. Тогда как булат может быть твердостью до 76НКС http://www.alfametal.ru/?id=histmat, согласитесь, что СРМ(Т) 440V и рядом не валялась. 94.50.168.159 21:13, 28 ноября 2008 (UTC)Sergey
- Рекомендую зайти на тот сайт, и набить, что у дома висит самурайский булатный меч твердостью до 100НRC и вспомнить, что разные шкалы нельзя сравнивать между собой. Ведь алмаз существенно проигрывает булату по твёрдости, у него всего-то 10 по моосу. —Pernambucto 18:59, 20 декабря 2008 (UTC)
- Уверен, что не найдётся ни одного заслуживающего доверия сайта, который представит результаты испытаний какой-либо старинной сабли с твёрдостью выше 50HRC.—Pernambucto 19:06, 20 декабря 2008 (UTC)
- Уважаемые,что за глупости вы пишете про твердость? Позволю себе напомнить некоторые азбучные истины из Технологии металлов. Железо и углерод могут сосуществовать в двух видах: либо каждый сам по себе, либо в виде цементита — карбида железа. Последний считается квазистабильным, и во избежание его распада для получения белого чугуна используют быстрое охлаждение. В сером чугуне железо содержит естественно растворимое количество углерлда + включение графита. Но в любом случае чугун — металлургический композиционный материал. И как таковой не может иметь единой твердости, кроме обобщенной. То есть Бринель тут корректнее. Булат по сути — чугун, в котором цементит при медленном охлаждении не распадается, а образует некоторую внутреннюю структуру — от слоистой до дендритной. Собственно на нормальном булате (литом) замер твердости в отличных по тону участках по Роквеллу
- Уверен, что не найдётся ни одного заслуживающего доверия сайта, который представит результаты испытаний какой-либо старинной сабли с твёрдостью выше 50HRC.—Pernambucto 19:06, 20 декабря 2008 (UTC)
- Рекомендую зайти на тот сайт, и набить, что у дома висит самурайский булатный меч твердостью до 100НRC и вспомнить, что разные шкалы нельзя сравнивать между собой. Ведь алмаз существенно проигрывает булату по твёрдости, у него всего-то 10 по моосу. —Pernambucto 18:59, 20 декабря 2008 (UTC)
ru.wikipedia.org
Дамаск и Булат — в чем отличие?
Описание:
Дамаск и Булат — в чем отличие?
Город Златоуст — один из старейших городов на Южном Урале, был основан в 1754 году, как железоделательный завод. Вся история Златоуста неразрывно связана с металлом и его обработкой. Златоуст — родина русского булата. На Златоустовском заводе известный русский металлург Павел Аносов в 1833 году раскрыл тайну булатной стали и с 1837 году Златоустовская оружейная фабрика выпускала булатные клинки.
Дамаск и Булат – так в чем же отличие? В принципе, сегодня любую узорчатую сталь можно назвать и булатом и дамасском – и это не будет грубой ошибкой. Однако историки металлургии различают по технологии производства чистый «Булат» — литую узорчатую сталь и «Дамаск» — «сварной булат», чем сегодня занимается Компания «АиР» в г. Златоуст. Если придерживаться этой терминологии, тогда и не будет путаницы в понятиях.
Слово «Булат» — персидского происхождения, от слова «пулад», что означает «сталь». Это углеродистая литая сталь, которая благодаря особому способу производства отличается своеобразной структурой и «узором» поверхности, имеет высокую твердость и упругость. (БСЭ. – 1969 – 1978).
Называли булат Дамасской сталью от города Дамаск, где ее можно было купить. Когда-то Дамаск был крупнейшим торговым и ремесленным центром.
На самом деле родиной булата является Индия, и булат часто называли
Слитки на самом деле имели вид небольшой плоской хлебной лепешки диаметром около 12,5 см, толщиной 2,5 см и весом 900 граммов. Слитки булата привозили из Индии в город Дамаск, откуда купеческими караванами «хлебцы» вуца вывозились в Персию, Египет и дальше на Ближний Восток. Каждый «хлебец» разрубался пополам на равные части, чтобы покупатель мог рассмотреть строение металла.
Почти 3 тысячи лет способ выплавки булата оставался в секрете, и лучшие булатные клинки древности ковались лишь мастерами Индии. Их отличали многие удивительные свойства: эти клинки имели характерный рисунок – узорчатое строение, клинки имели необыкновенную твердость, прочность, упругость, хорошие режущие свойства. Лучшие булатные клинки легко разрезали газовый платок на лету в воздухе, без труда разрубали клинок из более мягких сортов стали. Им можно было даже опоясаться вокруг пояса, как ремнем, и после этого он не изгибался, не изменял своей формы, а вновь возвращался в исходное положение. В то время не было холодного оружия, которое могло бы конкурировать с булатом.
Но в средние века секрет изготовления булатной стали был потерян. Несмотря на утрату секрета, интерес к булату не пропал, многие ученые из разных стран пытались раскрыть секрет, среди них был и известный английский физик Фарадей. Какие только рецепты не предлагались, что только не добавляли в железо: драгоценные камни, золото, серебро, платину… Все шло в ход, но безрезультатно. Эту тайну, окруженную непроницаемым покровом, раскрывает П. П. Аносов, 10 лет особенного упорного труда на Златоустовском заводе увенчались успехом – тайны булата больше не существовало, в 1833 году Аносов получил русский булат. «Полоска булата сгибалась без малейшего повреждения, издавала чистый и высокий звон. Отполированный конец крушил лучшие английские зубила», — писал Аносов в «Горном журнале».
Так что же такое булат, над тайной которого так долго и упорно бились многие? «Железо и углерод и ничего более, — пишет Аносов, — Все дело в чистоте исходных материалов и в методе охлаждения и кристаллизации» (Н. А. Мезенин. Занимательно о железе. М.: Металлургия, 1985 г.)
Утеря секрета булата была связана с уменьшением спроса на него, который был вызван началом промышленного производства качественных сталей. И сегодня наши металлурги утверждают, что к булату у них остался лишь только исторический интерес, потому что в сравнении с современными марками сталей и сплавов булат уступает им по многим характеристикам, и процесс изготовления булата очень трудоемкий и длительный и требует высокого искусства. Литой булат получают методом плавки исходных компонентов (классически – это железо и углерод) в тигельной печи. Плавка длится до 6 часов: около 4 часов нагнетается нужная температура, и около 2 часов идет плавка металла. Затем металл остывает в печи. В результате медленного охлаждения слитка в нем образуется неоднородная структура из железа и цементита – карбидной сетки по границам зерен металла, дающая узор на клинке. Можно долго плавить булат, а потом окажется, что слиток получился с трещиной и все старания напрасны.
Дамасскую сталь – как сейчас говорят, — «сварной булат», скорее всего, получили случайно. Есть предположения, что из-за дефицита металла кузнецы часто использовали старые обрезки железа, сваривали их вместе и проковывали, на клинках получался «булатный» узор.
Сварной булат, как следует из названия, получают методом кузнечной сварки. Если в литом булате соединение компонентов (Fe и С) достигается при плавке в печи, то такое же соединение в дамаске достигается ковкой, что не менее сложно. Для получения сварного булата собирается пакет из сталей с различным содержанием углерода, который сваривается воедино, проковывается, потом складывается еще каким-либо образом (например, пополам) и снова проковывается – как хозяйки делают слоеное тесто. И так нужное количество раз.
При этом число слоев растет в геометрической прогрессии. Так, если в начальном пакете было 8 слоев, то после первой проковки их становится 16, после второй 32, после седьмой 1024 и т.д. Сварной булат – дамаск уступает по твердости чистому «Булату». При этом качество клинков из дамаска выше, чем из обычной стали.
Особыми приемами ковки кузнецы «АиРа» добиваются различных рисунков: — «Дикий» узор дамаска получается при беспорядочной проковке слоев металла.
— «Штемпельный» дамаск с регулярным, повторяющимся узором образуется в результате нанесения специальным штампом — штемпелем строго упорядоченного рельефа, слои которого при ковке искажаются в заданном порядке.

— Особенно красивым считается узор «Турецкого» дамаска, так в XVII-XVIII вв. его назвали в Европе. Получается он в результате многократного закручивания заготовки вокруг своей оси в процессе ковки.
— «Крученка» – фактически является разновидностью турецкого дамаска, ее получают путем скручивания тонких туго закрученных прутков, которые для сварки складываются в узкую высокую стопку.
— Из этой же серии и рисунок «Твист» — от англ. twist — обвивать, скручивать, крутиться.
Под маркой ZD выпускает дамаск предприятие «АиР» г. Златоуст.
Технология «АиР» позволяет сваривать и нержавеющие стали (Способность стали к сварке снижается с увеличением содержания углерода и других легирующих элементов.
В основе технологии Компании «АиР» лежит диффузионная сварка сталей и сплавов различного состава. При этом большие требования предъявляются к качеству поверхности. Предварительная поверхностная обработка производится высокопрецизионными современными плоскошлифовальными станками. Некоторые материалы подвергаются пескоструйной обработке. Перед компактированием заготовки обезжириваются в ультразвуковых ваннах, подготовка поверхностей проводится методами электрохимической активации. Высокое качество процессов диффузионной сварки высоколегированных сталей обеспечивается созданием активной контролируемой атмосферы. За один технологический цикл в зависимости от состава композиции получается блок с 30-300 слоями. При необходимости полученный блок проковывается, шлифуется и подвергается дальнейшей диффузионной сварке.)
— Zladinox (ZLAtoust+Damast+INOXidable) – под таким названием Компания создает атмосферостойкий дамаск.
Расшифровка марки дамаска: ZD-0803 – это углеродистый дамаск низколегированный, ZDI-1016 – углеродистый высоколегированный атмосферостойкий дамаск. Первые две цифры в обозначении соответствуют среднему содержанию углерода, вторые две цифры – среднему содержанию легирующих элементов (хрома, молибдена, ванадия и др.). Например, ZDI-1016 – высоколегированный атмосферостойкий дамаск со средним содержанием углерода — 1,0% и средним содержанием легирующих элементов — 16,0%.
Кузнецы Компании «АиР» не перестают экспериментировать с легендарным металлом и создают декоративный мозаичный дамаск и даже Арт-дамаск.
Образцы этих красивейших и сложных в производстве металлов можно увидеть на экскурсии по предприятию.
При изготовлении такого дамаска мастер сваривает не плоские пластины стали, а пучок тонких прутков или проволок. Прутки могут иметь весьма сложное поперечное сечение. Требуется сварить прутки не как попало, а в строго определенном порядке, так, чтобы после проковки появилась стальная мозаика.
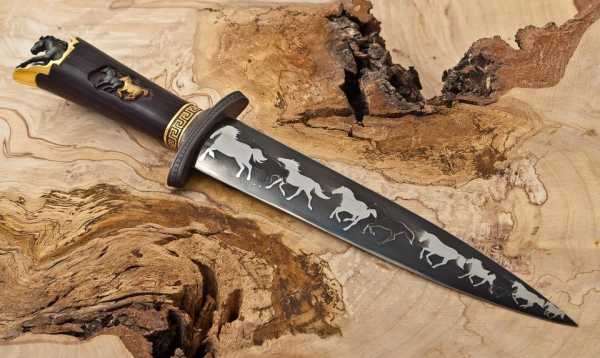
Арт-дамаск представляет собой не рисунок на клинке, а два металла в одном клинке. С помощью электроэрозионного аппарата в толще стального блока вырезается задуманное изображение и заполняется вкладышем идентичной формы, но из другого металла. После этого оба фрагмента свариваются в единое целое, и начинается процесс ковки, в результате которого создается Арт-дамаск. Восхищает, насколько реалистично кузнецам удается передать даже силу и стать бегущих коней. Подлинное искусство не имеет границ. Таким образом, арсенал отечественных качественных сталей пополнился златоустовским Арт–дамаском.
Производство Златоустовского дамаска (было начато в 2010 году) — одно из направлений работы Компании «АиР».
Кроме этого предприятие успешно работает и в других направлениях:
— производство авторских изделий ручной работы, украшенных в традициях Златоустовской гравюры на металле;
— производство ножей для туризма, охоты и рыбалки.
www.personalguide.ru
Дамасская сталь и грузинский булат. Загадка булатного узора
Дамасская сталь и грузинский булат
Дамаск — древнейший город на Ближнем Востоке. По преданию, его именовали «четвертым раем». На рынках города продавалось лучшее оружие, чеканка, самые дорогие ткани, редкостные пряности. В 284–305 годах римский император Диоклетиан повелел построить в Дамаске оружейные заводы. Это были уже не первые кузницы, где выковывалась узорчатая сталь.
Поскольку в древности оружие из индийского и сиамского железа делалось и продавалось чаше всего на базаре в Дамаске, очень трудно выяснить, какой булат делали в Дамаске, а какой в Индии. П. П. Аносов и другие историки металлургии различают старую настоящую индийскую сталь, которую называют еще «Дамаск» или «чистый Дамаск», и новую — «наварной дамаск» или «дамасскую сталь». «Чистый дамаск», так же как индийский «вутц» и древнеперсидский «пулад», являйся литой сталью. Клинок изготовляли из цельного куска такой стали, полученного плавкой. Он имел естественные узоры. Сегодня булатом называют литую сталь, имеющую естественный узор. Только оружие, полученное путем ковки литой булатной стали (лепешки, или «вутца») и имеющее естественные узоры, обладало очень высокими механическими свойствами. Именно о нем складывались легенды.
В древности, конечно, не могли знать о химическом составе булата и не умели связывать строение стали с ее свойствами. Следовательно, объяснить, почему тем или иным свойствам соответствует определенная форма булатного узора, никто не мог. Этим пользовались древние мастера. Чтобы дороже продать клинок, они стремились искусственно воспроизвести на нем узоры, свойственные хорошему булату.
Искусственные способы воспроизведения узора появились, очевидно, вначале в Дамаске. В этом городе производились знаменитые узорчатые ткани, которые еще и сейчас известны под названием «Дамаск» (во Франции — дамасье, в Голландии — дамаст). Советский исследователь А. К. Антейн не исключает возможности, что искусственную узорчатую сталь называли «дамасской» из-за сходства рисунка поверхности клинков с узорами дамасских тканей. Это подтверждается тем, что на западе до сих пор слово «дамаск» трактуют как «цветастая», или «сталь с цветным узором». Термин «дамасская сталь» получил настолько широкое распространение, что им еще и в наше время иногда неправильно называют настоящие индийские булаты. Между тем искусственный узор дамасской стали отличить от естественного булатного сравнительно нетрудно. Рисунок на дамасской стали повторяется в соседних фрагментах, как на обоях, а линии узора короче и постоянны по толщине. Встречаются простые и сложные узоры. Последние представляют собой глазки или агатовидные фигуры, состоящие из ряда замкнутых концентрических линий, напоминающих лучшие сорта литого булата (фото 1).
Существовало много способов изготовления узорчатых клинков. Например, скручивали в виде каната полосы или куски проволоки, имеющие различное содержание углерода и потому разную твердость. Такая «плетенка» проковывалась, а точнее, сваривалась под молотом после нагревания. Поскольку куски были разного состава, на клинке при травлении проявлялся узор. Варьируя способы сплетения проволоки или полос, можно было получить различные узоры на поверхности клинка.
Оружие, приготовленное этим и подобными способами, и получило название «дамасская сталь», или «наварной дамаск». Последнее время «наварной дамаск» чаще всего называют сварочным булатом. Настоящий сварочный булат отличался особенно красивым, строго повторяющимся по длине клинка, цветным извилистым узором.
Есть предположение, что способ изготовления сварочного булата мог возникнуть случайно: из-за отсутствия нового материала мастера часто сваривали старые куски железа. Это со временем и могло привести к способу получения сварных клинков.
Изобретатели холодного оружия из сварочного булата быстро обнаружили, что, хотя его качество и уступает оружию из настоящего булата, но является несравненно более высоким, чем качество клинков из обычной стали. Поэтому ножи, кинжалы и сабли из сварочного булата также ценились очень высоко. Есть сведения, что в XVIII–XIX веках сабельный клинок из сварочной дамасской стали в Хоросане стоил огромных денег — 7000–8500 имперских талеров.
Некоторые способы изготовления клинков из сварочного булата появились еще в глубокой древности. Во всяком случае они восходят к эпохе поздней Римской империи. В 1859–1863 годах около селения Нидам (Дания) вблизи побережья Альзензунда в торфяниках были обнаружены три римских корабля с грузом. Корабли, очевидно, потерпели крушение во время бури. Два из них затонули, а третий сел на песчаную отмель. Среди корабельного груза оказалось свыше ста мечей, утварь и монеты. На мечах были обнаружены римские пометки, монеты оказались динарами, выпущенными в III веке.
Исследование металла клинков мечей показало, что они имеют структуру сварочного булата, изготовленного старинными способами «наварного Дамаска». Известны три разновидности этого способа, которые отличают по узорам на клинке: полосатый дамаск, наварной дамаск и цветочный дамаск. Цветочный называют также «розовым Дамаском».
Полосатый дамаск изготовляли простой сваркой разных по твердости стальных полос, наложенных друг на друга, причем полосы с большим содержанием углерода чередовались с полосами, содержащими очень мало углерода. Угловой дамаск делали следующим образом. Брали полосу полосатого Дамаска, нагревали и скручивали под молотом, после чего сплющивали и вновь вытягивали в полосу. К полученной полосе приваривали такую же полосу, но скрученную в противоположную сторону. В результате получали рисунок, напоминающий угольник или римскую букву V, посередине которой хорошо была видна осевая линия. Сваркой двух V-образных полос получали рисунок, напоминающий букву W. К методам получения розового Дамаска мы еще вернемся.
На проржавевших обломках найденных мечей обнаружили рисунки всех перечисленных видов сварочного Дамаска. Интересно, что после того, как сняли ржавчину и просмотрели структуру поперечного сечения мечей, обнаружили, что рисунок («дамасское переплетение») не проходит через всю массу металла. При исследовании прежде всего бросалась в глаза разница структуры дамаска на одной стороне клинка и на другой. После шлифовки, полировки и протравки кислотой поперечного сечения клинков на них появились темные прослойки — это были твердые куски стали с высоким содержанием углерода. Они были умышленно вварены в мягкую основу. Из этого следует, что при выработке мечей сначала ковался остов, а затем на него с двух сторон насаживались прокованные дамасские полосы.
Лезвия у мечей были гладкие, без рисунка, следовательно, они приваривались отдельно. На отдельных мечах лезвие представляло собой сваренные полоски углеродистой стали и Дамаска. Таким образом, все найденные мечи отличались по качеству и структуре (рисунку) железа, использованного для лезвия и тела меча.
Химическим анализом металла римских мечей обнаружено следующее содержание элементов в стали (в процентах): углерод — 0,6; кремний — 0,15; марганец — 0,363; фосфор — 0,054 и сера — 0,073. Содержание углерода от оси меча к лезвию увеличивалось.
Известны и другие способы приготовления сварочного булата. Один из них заключался в том, что полосу сваривали из 20 слоев более твердой и более мягкой стали, расположенных различным образом в зависимости от цели употребления изделия, после чего полосу перегибали и сваривали вторично 40 слоев, еще перегибали и сваривали 80 слоев, еще раз перегибали и сваривали 160 слоев, и еще раз перегибали и сваривали 320 слоев! После вытяжки из нее делали заготовки для клинка. Если такой клинок нагреть и быстро охладить, то более твердые стальные слои становятся отчетливо видны на поверхности мягкого железа, образуя характерный древовидный рисунок, Специальной ковкой, последующей шлифовкой и травкой добивались «коленчатого» узора.
В более поздние времена из сварочных булатов на Востоке особенно ценился амузгинский, представлявший собой крупнорисунчатую дамасскую сталь. Клинок изготовляли следующим образом. Брали три пластины: одну из среднеуглеродистой «крепкой» стали, так называемой «антушки», вторую — из низкоуглеродистой и «мягкой» стали («дугалалы») и третью — из высокоуглеродистой «очень крепкой» стали («альхана»). Из каждой пластины вначале выковывались тонкие полосы, после чего они сваривались. Обычно из сварочных полос выковывали четырехгранный стальной стержень, который затем вытягивался и уплощался. Из такой заготовки выходило два клинка.
Анализом способов изготовления клинков мечей из дамасской стали и узоров сварочного булата занимались многие известные металлурги у нас в стране и за рубежом. А. К. Антейн и А. Льестол (на которого Антейн ссылался в своей работе) провели широкое исследование узоров мечей из дамасской стали путем моделирования способа их приготовления на пластилине и пластинах из мягкой и твердой сталей.
Методика моделирования состоит в следующем: сначала берут три (или больше) стальные пластинки (черный пластилин), между ними прокладывают две железные пластинки (белый пластилин) такой же толщины. После этого с внешних сторон помещают две железные пластины потолще. Срезая лишний пластилин, блоку придают цилиндрическую форму и скручивают его несколько раз вокруг продольной оси. Разрезы на разных расстояниях от центра дают узоры различных видов.
Если такой крученый брусок разрезать по осевой линии, получается крестовидный узор; если разрезать ближе к краю — узор из косых линий. Из таких линий легко сделать V и W — образные узоры. Разрезы между указанными выше плоскостями дают промежуточные узоры. Один из промежуточных разрезов позволяет получить узор в виде розы: для этого сваривают два крученых прутика с полукруглыми узорами так, чтобы из двух полукругов разных прутиков получился один круг. Подобные узоры получены также на железе и стали методом ковки и скручивания (рис. 1).
Холодное оружие из дамасской стали, дошедшее до наших дней, свидетельствует о том, что в древности существовали два способа использования сварочного булата при изготовлении клинков. Первый состоял в том, что вся средняя часть клинка изготовлялась из сварочного булата, а к ней приваривалось лезвие из углеродистой стали (0,6–0,8 % углерода). При втором способе слой сварочного булата наваривался на основной металл клинка поверх дола. Клинки, сделанные по первому способу, старше. Они, как правило, относятся к IX–XI векам.
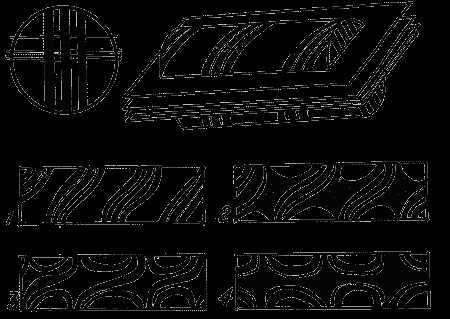
Рис. 1. Схема получения узоров сварочного булата на модели блока из трех пластин.
Вплоть до конца XIV века в Дамаске изготовляли лучшее оружие в мире. В 1370 году в Самарканде к власти пришел великий эмир Тимур. Для того чтобы упрочить свою власть и удержать феодалов и кочевую знать от внутренних мятежей и междоусобиц, он начал большие завоевательные войны. В начале XV века (1401 год) Тимур покорил Сирию и взял Дамаск. Город был сожжен, а мастера, владеющие искусством изготовления оружия, были увезены в Самарканд. В этот и другие города Средней Азии переселялись десятки тысяч ремесленников из завоеванных стран.
Чтобы подорвать военную мощь Золотой Орды, Тимур старался ликвидировать ее транзитную торговлю. Он разрушил такие большие города, как Сарай-Берке, Астрахань, Азов, а также Ургенч. В результате вся средиземноморско-азиатская торговля направлялась только по караванным путям, проходившим через Иран, Турцию, Армению, Грузию, Бухару, Самарканд. С этого времени начинается широкое распространение разнообразных способов изготовления сварочного булата в Средней Азии, на Кавказе и особенно в Турции.
Поскольку донские казаки постоянно участвовали в русско-турецких войнах, их оружие претерпевало «естественный» отбор: в их вооружении оказывались наиболее стойкие сабли и шашки. В джигитовках и состязаниях выявлялись не только боевые качества всадников, но и крепость булата. Советские металлурги О. Жолондковский и И. Ильчук пишут, что на Кубани и Тереке арсенал казаков представлял такую оригинальную мозаику, такую смесь оружия всех времен и стилей, что специалисты могли только диву даваться. Часть этого оружия из литого турецкого шама, дамасского сварочного булата и лучших сортов дамаскированной стали и ныне можно увидеть в Новочеркасском музее истории донского казачества и других музеях страны.
Основное количество сабель было отбито казаками у горцев. Это оружие изготовлено прославленными мастерами Кавказа — из местечка Кубачи, знаменитыми братьями-оружейниками Исди-Кардаш, кинжальных дел мастером Магометом Муртазалиевым.
Очень ценились уникальные шашки терс-маймуны и калдыны, называемые иногда волчками. Калдын — широкий почти прямой клинок с изображением волка на одной его стороне и круга с крестом — на другой. Терс-маймун очень похож на калдын, но бегущий зверь изображен схематично, а кресты на клинке дополняются лагинскими буквами NМ, обозначающими, по-видимому, либо название местности, либо имя изготовителя. Точных сведений о происхождении этих клинков до сих пор нет.
Лучшей на Кавказе считалась шашка гурда. С ней можно было вступать в бой с противником, закованным в латы. О сказочных качествах гурды красноречиво рассказывает старинная легенда: «Один горец научился ковать чудо-шашку. Но вот прослышал он, что живет на свете другой такой же мастер. Захотелось ему испытать, чей клинок крепче. Встретились кузнецы, выхватил шашки. «Смотри, «гурда», — крикнул первый, — и ударил по шашке соперника. Перерубил булат, а вместе с ним и мастера». Гурда до нас дошла лишь в отдельных экземплярах и сегодня является музейной редкостью.
Не меньшей славой пользовалось оружие старого Калмыцкого мастера Басалая и его многочисленных потомков в Дагестане. Изготовленные ими кинжалы так и назывались «басалаи». Утверждали, что их лезвием можно было высечь из камня искру, а потом побриться.
Необычный сварочный булат найден в прибалтийском бассейне. На лезвие средневековых мечей выводили не твердую стальную, а мягкую полоску железа и только после нее делали твердое острие. Долго металлурги не могли понять, зачем это делалось… Объяснение такой конструкции средневековых мечей дал профессор из Владимирского политехнического института Г. П. Иванов.
Однажды адмирал С. О. Макаров присутствовал на полигоне при испытании броневых плит, цементованых и закаленных по методу Гарвея. Плиты эти на поверхности имели большое содержание углерода, и после закалки поверхность плиты приобретала высокую твердость. Однако по мере углубления содержание углерода уменьшалось, и материал становился мягче и мягче.
При испытаниях по недосмотру одну из броневых плит установили к орудию обратной, мягкой стороной. Началась стрельба, и снаряды без труда пробивали плиту, считавшуюся неуязвимой. Случай этот произошел на глазах у многих специалистов, но правильный вывод сделал только адмирал Макаров.
«Если закаленную поверхность плиты легко пробить обратной стороны, — подумал адмирал, — то нельзя ли эту самую «изнанку» насадить на головную часть снаряда?» «Макаровские» мягкие колпачки на броневых снарядах насквозь прошивали гарвеевскую броню… Так для того ли, чтобы пробивать стальные латы противника древние кузнецы нашивали мягкую полоску стали на закаленное очень твердое лезвие средневекового меча?
Широко известен грузинский сварочный булат. По мнению П. П. Аносова, он близок к индийскому и дамасскому. Павел Петрович считал, что лучшие сварочные булаты делали в Индии, Турции, Сирии и Персии (Иране). Их, возможно, начинали готовить мастера, знакомые с выделкой настоящего литого булата. Традиции приготовления булата в Грузии были непосредственно связаны с производством оружия в Индии и странах Ближнего Востока.
Как уже было отмечено, холодное оружие делали главным образом в горной части Грузии, но сварочный булат умели делать лишь в нескольких городах. Оружие тифлисского производства славилось далеко за пределами Кавказа. Есть сведения, что в XVIII веке горским народам Кавказа и Ирана сабли и кинжалы поставлялись из Тифлиса. В XIX веке Тифлис продолжает оставаться центром изготовления оружия из сварочного булата. Это хорошо известно А. С. Пушкину, который писал, что тифлисское оружие дорого ценится на всем Востоке.
Десятилетия славилась своим булатом семья Элиазарошвили. Исследователь истории производства стали в Грузии К. К. Чолокашвили установил, «что эта семья секрет изготовления булата унаследовала от предков». Но собенно популярным был мастер булатного оружия Георгий Элиазарошвили, которого упоминает даже М. Ю. Лермонтов в одном из вариантов стихотворения «Поэт»:
В серебряных ножнах блистает мой кинжал,
Геурга старого изделье.
Булат его хранит таинственный закал,
Для нас давно утраченное зелье.
Сын Георгия — Карамон Элиазарошвили продолжил дело отца. Он знал, что в былые времена грузинские мастера изготовляли булатные клинки из индийского железа — вутца. Карамон объясняет: «Вутц — слиток стали в виде толстой лепешки. Одни полагали, что это смесь стали и железа, другие — железа и чистого графита, а третьи — что это «особая сталь».
Но вутца давным-давно нет, и Карамон Элиазарошвили делает булатное оружие из грузинских подков, опилок из турецкой стали, чугуна и полос сварочного железа. «Се же оружие из грузинского булата обладало столь высоким качеством, что при испытании клинков ими отсекали одним ударом голову быка или коровы.» Правда, как правильно заметил П. П. Аносов, для такой работы, кроме качества клинка, еще требовалась сила его обладателя…
Известный историк кавказских походов русский генерал В. Патто писал в XIX столетии: «Безусловно, русские кавалеристы за счет своей отваги и богатырской силы успешно противостоят восточным конникам, но крепость и острота ятаганов и шашек, сделанных из дамасской стали, значительно превосходят крепость сабель наших солдат. Для того чтобы успешно владеть настоящим булатным клинком, не нужна особая физическая сила он страшен даже в руках ребенка».
Итак, к началу XIX века русская армия, считавшая одной из сильнейших в мире, не имела на вооружении хороших клинков. Необходимо было обратить серьезное внимание на производство холодного оружия в России. Начальник оружейных заводов и министр финансов Е. Ф. Канкрин поручил организовать изготовление булатных клинков. Обратились к Элиазарошвили, искусство которого было широко известно. Сохранились сведения, что Карамон Элиазарошвили в 1828 году раскрыл рецепт изготовления грузинской сабельной стали. К. К. Чолокашвили нашел этот рецепт в старых «Актах Кавказской архивной компании». Позволю себе привести его целиком — из этого описания даже неспециалисту ясно, как непрост был метод.
«Для одной сабли или шашки взять 5 фунтов полосового железа, положить в кузнечный горн, в котором довести его до такой степени (т. е. раскалить), чтобы можно было разрубить на три части по длине полосы, после чего перерубить каждую часть на два куска, из чего образуется 6 равных частей, длиною каждая в четверть аршина. Потом взять два фунта стали, вываренной и, сырцовой, положить также в ковш, раскалив ее так, что бы можно было разрубить оную на три части по длине полосы, равные по величине железным частям.
Затем, взяв два куска означенного выше железа, вложив в них один кусок прописанной стали, сварить песком и обыкновенным порядком тоже с прочими железными частями и сталью. Когда таким образом железо со сталью сварено, должно выковать сваренный кусок длиною вдвое, т. е. в пол-аршина, шириною в три четверти вершка и толщиною в одну восьмую вершка. Потом каждый сей кусок, раскалив в горне, обсыпать сверху и снизу посредством железной лопатки, толченым чугуном (который должен быть приготовлен наперед подобно песку). Всего же потребно чугуна из 6 кусков, означеного выше железа один фунт. После сего выковать вновь каждый кусок вдвое, т. е. в один аршин длиною, шириною в полвершка. Окончив, согнуть каждый кусок 5 раз взяв оные в клещи, сварить вместе в горне с песком; потом, вытянув посредством кожи из сего материала прут длиною в пол-аршина, перерубить на две части, сварить оный с песком и, вытянув из него вновь пол-аршина, перерубить пополам. После сего вложить в середину оных полуфунтовую полосу стали, длиною и шириною подобно сим кускам перерубленного железа, сварить с песком вместе, выковать полосу, подобную сабле, но, однако, короче двумя вершками. Сию полосу должно насечь зубилом с обеих сторон, подобно крупному напильнику, потом насечку сию сточить или спилить и тогда вытянуть о произволу саблю или шашку, после чего положить в клинок, а через четверть часа, вынув и вычистив в одном каком-нибудь месте пыль, смотреть, если струя на нем кажется хороша или по желанию, тогда вычистить тем же самым из пыли порошком и употреблять».
Известно, что в 30-е годы XIX века в Тифлис были направлены русские ученики. В 1832 году Элиазарошвили ссылает с ними императору Николаю I сабли своего изготовления. Это оружие сейчас хранится в Эрмитаже в Ленинграде и в Историческом музее в Москве. К. К. Чолокашвили приводит также архивные документы 1888 года, в которых указывается, что «лучшими клинками в кавалерии считались те, которые были изготовлены учениками Элиазарошвили».
Рецепт Элиазарошвили весьма похож на сохранившиеся описания производства мечей в Северной Индии с искусственно науглероженной поверхностью. Полосу обычного кричного железа многократно обсыпали чугунными опилками, а затем последующей многократной проковкой при «сварочном жаре» создавали на ней нацементованную поверхность. Такие клинки обладали острым лезвием, имели некоторую продольную упругость и вязкость. Они уступали по качеству только булату…
Приведенные сведения о сварочном булате — наиболее поздние. К концу XIX века в мире уже почти не делали холодное оружие из сварочного булата. Секрет его производства был вскоре окончательно утерян. Интересно, что в эти времена и в Индии, и в Дамаске изготовляли холодное оружие из обычных сортов английской или шведской стали.
Производство сварочного булата было самостоятельным промыслом со своими секретами и традициями. Очень трудно сварить полосы или проволоки разнородной стали в один цельный кусок, получить определенный узор, да еще обеспечить твердость, гибкость и остроту выкованному клинку. Дело в том, что после нагрева в горне полосы стали или проволоки поверхность металла окисляется, и пленка окислов препятствует его сварке. Чтобы сварка происходила, надо очень точно выдерживать температуру и удалять окислы с поверхности стали. Способы удаления окислов, температура сварки, скорость ковки, порядок соединения полос с различным содержанием углерода и составляли, очевидно, главные секреты мастеров, делавших оружие из сварочного булата.
Недаром в имеющихся описаниях изготовления амизгинского сварочного Дамаска обычно говорится, что, когда наступала пора сваривать пластины, мастер выгонял всех из кузницы, тщательно оберегая тайну порядка соединения пластин и способа их сварки. Если же мастер допускал посторонних, то применял такие приемы, которые отвлекали любопытных: совершал над полосой самые необыкновенные ритуалы, например, посыпал полосу пеплом заживо сожженного животного или другими неведомыми опилками и порошками. Между тем главный предмет тайны составляли, по всей вероятности, порошки, которые применялись для сварки в качестве флюсов.
Теперь совершенно понятно, что это были флюсы, которые, с одной стороны, имели достаточно низкую температуру плавления, были жидкотекучи и легко выдавливались под молотом, а с другой — быстро растворяли окислы железа, обнажая чистую поверхность металла, необходимую для сварки. Мастера использовали разные флюсующие порошки, но каждый свято хранил в секрете состав «камней», им применяемый. Поэтому, возможно, и в рецепте Элиазарошвили нет самого главного — состава флюса для сварки полос. Мастер подробнейшим образом рассказывает о порядке сварки полос, а флюс упоминает между прочим, называет его песком, не открывая секрета его состава и способа приготовления.
В Западной Европе до XV–XVI веков не знали о существовании литого булата. Поэтому возникающие здесь центры по изготовлению холодного оружия старались использовать секреты сварочного булата. Так, пример, испанские оружейники заимствовали приемы производства дамасской стали у арабов, живших на Пиренейском полуострове. В Толедо, который стал одним центров производства холодного оружия, впоследствии делали высококачественные клинки из обычной стали. Чтобы рекламировать их высокое качество, на поверхности клинка литографическим способом наносили дамасский узор. Такие клинки специалисты называют «ложными булатами».
Особенно широко развернулось производство подделок под булат в XVIII–XIX веках. В это время в Европе научились производить высокоуглеродистую литую сталь, и западноевропейские мастера, оставив попытки раскрыть секреты производства сварочного булата, начали изготовлять из нее довольно хорошее холодное оружие. В Италии (Милан), в Испании (Толедо), в Германии (Золинген), во Франции и Бельгии (Льеж), даже в Англии стали широко производить «ложный булат».
«Ложные булаты», особенно золингеновские и толедские, приобрели известность благодаря высокой степени полировки и красивым узорам, которые наносились на клинки различными методами. Ремесленники, рисующие декоративные узоры на металле, назывались «дамаскировщиками», а клинки «ложного булата» — «дамаскированными». Многие «дамаскированные» клинки были не очень высокого качества, поскольку они изготовлялись из обычной шведской или английской углеродистой стали. Поверхность металла полировали, тщательно очищали от грязи и покрывали раствором специального состава в терпентиновом масле. Узоры булата выводили кистью или резцом, а потом протравливали рисунок соляной кислотой. Особенно преуспевали мастеровые из немецкого городка Клименталя: они получали узоры на клинках не только описанным способом, но часто его просто гравировали.
Сходство рисунков на литом булате, сварочном булате и «дамаскированной» стали нередко приводило ко всяким недоразумениям. В частности, описание личного оружия Вильгельма I, Бисмарка и Наполеона сделано таким образом, что совершенно непонятно — то ли оно изготовлено из сварочного булата, то ли из «дамаскированной» стали.
В Новочеркасске в музее истории донского казачества экспонируется сабля атамана М. И. Платова. Сабля сделана в 1814 году из лучшей английской стали в честь победы союзников в войне с Наполеоном Бонапартом. Сабля еще до Октябрьской революции была передана в музей родственниками Платова; но во время гражданской войны была украдена белогвардейцами и вывезена в Чехословакию, откуда в 1946 году со многими экспонатами старинного оружия возвращена на родину.
На клинке сабли надпись, свидетельствующая о том, что Лондонский городской совет, заседавший 8 июня 1814 г., единогласно решает: «Сабля стоимостью 200 гиней преподносится атаману графу Платову в знак высокого уважения, которое совет питает к непревзойденному мастерству, блестящим талантам и неустрашимому мужеству, проявленному им во время длительных конфликтов, в которых он принимал участие для обеспечения свободы, мира и счастья Европы».
Есть сведения, что аналогичные сабли были преподнесены русскому полководцу М. Б. Барклаю-де-Толли и командующим союзными войсками Артуру Уэлсли Веллингтону и Герберту Лебрехту Блюхеру. Несмотря на высокую стоимость, сабля представляет собой всего лишь неплохой образец «дамаскированной» стали. На ее поверхности выгравирован рисунок, похожий на булатный узор. Подобных образцов в музеях можно найти немало, гораздо больше, чем настоящих сварочных булатов.
В нашей стране многие секреты сварочного булата стали известны благодаря работам грузинского ученого-этнографа К. К. Чолокашвили, который расшифровал ряд способов его производства. Найденный рецепт изготовления грузинского булата был им передан в Институт металлургии Академии наук Грузинской ССР, где был тщательно изучен. В результате в одном из цехов Руставского металлургического завода под руководством академика АН Грузинской ССР Ф. Тавадзе в современных условиях были получены опытные образцы сварочного булата, достаточно хорошо повторяющие узоры и свойства музейных экспонатов.
Как мы уже неоднократно замечали, в сварочном булате чередуются участки пластичного мягкого (низкоуглеродистого) железа и сравнительно твердой (углеродистой) стали — такие клинки обладали гораздо более высокой упругостью и вязкостью по сравнению с клинками из обычной углеродистой стали. А вот почему именно сварочный булат отличался высокой прочностью и дамасские сабли были значительно тверже и крепче других стальных сабель, долгое время оставалось загадкой. Лишь современная наука о металлах смогла это объяснить. Но прежде чем привести это объяснение, сделаем небольшую экскурсию в физику металлов.
В 1784 году монах Р. Гаюи выдвинул гипотезу, что кристаллы состоят из совершенно одинаковых «кирпичиков» постоянной формы.
Через 130 лет с помощью рентгеноструктурного анализа было выяснено, что металлы имеют такое же кристаллическое строение, как и минералы. Атомы металлов располагаются в пространстве определенным образом, образуя кристаллическую решетку. Кристаллическая решетка складывается из элементарных кристаллических ячеек. Кристаллической ячейкой удобно изображать расположение атомов в кристалле. Например, в кубической объемно-центрированной решетке 8 атомов расположены в каждой из вершин куба и один — на пересечении его пространственных диагоналей. В идеальной кристаллической решетке все узлы заполнены атомами, вернее, ионами, а в междоузлиях расположен только электронный газ.
Прочность металлов определяется их атомно-кристаллической структурой. В 1926 году выдающийся советский физик Я. И. Френкель подсчитал, что прочность реальных металлов во много раз меньше теоретической. В чем же дело? Физики немало лет ломали голову над этим вопросом. Оказалось, что реальные металлические изделия состоят из большого числа кристаллов, которые имеют разную ориентацию кристаллической решетки, В таком поликристаллическом агрегате кристаллы принимают неправильную форму — их называют зернами или кристаллитами. Кусок металла, представляющий собой один кристалл, называют монокристаллом.
В отличие от строения монокристалла строение кристаллитов несовершенно, в частности из-за наличия незанятых мест в узлах кристаллической решетки — атомных «дырок», называемых вакансиями. Недостатком кристаллитов являются и дислокации. Дислокацией, буквально — смещением, в геологии называют нарушение первоначального залегания пластов земной коры, в результате которых образуется складка или сдвиг. В кристаллической решетке дислокация — это также смещение или сдвиг, приводящий к образованию лишнего ряда атомов. Дислокация образует в кристаллической решетке «лишнюю» неполную плоскость или полуплоскость, которая получила название экстраплоскости.
Многочисленные экстраплоскости не проходят через все сечение кристалла, они обрываются внутри него. Экстраплоскость образует линейный дефект решетки — краевую дислокацию. Краевая дислокация может простираться в длину на многие тысячи ячеек решетки, может быть прямой, а может, как нитка, выгибаться в ту или другую сторону. В пределе она может закрутиться в спираль, образуя винтовую дислокацию. Вокруг дислокации возникает зона упругого искажения решетки, вызванная отталкиванием дислоцированных (внедренных в междоузлия) атомов экстраплоскости.
Помните, дислокация — это «складка»? Теперь представьте себе, что нужно передвинуть по полу ковер. Тащить его за край довольно тяжело. Сделайте на ковре складку, и вы значительно облегчите его передвижение. Если ковер передвигать по полу постепенно, по мере волнообразного передвижения складки, то для его движения потребуется совсем немного усилий. В металле дислокации играют роль примерно таких же «складок». Вследствие искажения решетки в районе дислокации последняя под действием небольших напряжений легко смещается, и дислоцированные атомы занимают положенное им место в узлах кристаллической решетки. Но вслед за ними смещается соседняя плоскость атомов, занимая место дислоцированных, то есть превращаясь в экстраплоскость и вновь образуя краевую дислокацию.
Что же заставляет дислокацию перемещаться? Оказывается, ее «толкают» атомы, расположенные непосредственно за ней. У них в результате искажения решетки появляется избыточная энергия, и чтобы избавиться от нее и занять новое стабильное положение, они сталкивают дислокацию на новое место. Поскольку дислокация испытывает давление с обеих сторон, суммарное воздействие на нее равно нулю. Поэтому «толкачи» начинают работать лишь тогда, когда они сами испытывают давление от внешних сил.
Таким образом, дислокации могут сравнительно легко перемещаться под действием небольших напряжений. Это значит, что реальные металлы и сплавы деформируются постепенно за счет небольших смещений атомных слоев в области дислокации. Говорят, что движение дислокации напоминает движение гусеницы. При движении лишь у ограниченного количества атомов нарушаются связи.
Механизм деформации идеального кристалла состоит в сдвиге одних атомных плоскостей относительно других. Для такого сдвига требуются значительные усилия — этим и объясняется высокая теоретическая прочность монокристаллов по сравнению с поликристаллами реальных металлов и сплавов.
Пока под влиянием приложенной к металлу силы движутся дислокации, сопротивление металла деформации невелико. Раз так, то и прочность металла небольшая. А если движение дислокации затруднено, если поставленный им заслон вообще мешает им перемещаться? Скажется ли это на прочности металла? Да, конечно, металл в этом случае будет тяжелее поддаваться деформации, и прочность его возрастет. Следовательно, для повышении прочности металла необходимо либо устранить дислокации вообще, либо повысить сопротивление их перемещению.
При деформации дислокации движутся подобно нитке — они способны изгибаться, цепляться за препятствия, образовывать клубки и даже уничтожать друг друга. В клубках плотность дислокации достигает значительной величины, им становится очень трудно перемещаться. Значит, образование клубков дислокации приводит к упрочнению металла или сплава.
Но где взять ту преграду, которая остановит движение дислокации? Оказывается, такое препятствие можно найти, и даже не одно. Существует несколько способов торможения дислокации. Один из них — уменьшение размеров зерен. Границы зерна являются препятствиями для перемещения дислокации. Добавление в кристаллическую решетку атомов других элементов также приводит к торможению дислокации. Чужеродные атомы окружают дефекты, блокируют их, не дают возможности дислокациям перемещаться. Теперь хорошо известно, что легированне стали хромом, вольфрамом, марганцем, ванадием и другими легирующими элементами значительно повышает ее прочность. Прочность легированной стали намного выше прочности булата.
Препятствием для перемещения дислокации являются также любые искажения кристаллической решетки и «инородные» включения, соизмеримые с кристаллическими ячейками. В качестве таких упрочнителем применяют высокодисперсные карбиды, нитриды, окислы, интерметаллиды. Стали и сплавы, изготовленные таким образом, обладают чрезвычайно высокой прочностью. Самый простой способ упрочнения металла — это пластическая деформация. С увеличением степени деформации растет количество дислокации и уменьшается их подвижность. Это приводит к увеличению плотности дислокации.
Итак, прочность металла повышается в двух случаях: когда в кристаллической решетке совершенно нет дефектов или когда плотность дислокации достаточно большая. Конечно, увеличение плотности дислокации ведет к упрочнению металла до определенного предела. При слишком большой плотности дислокации образуются микроскопические трещины и металл разрушается.
Так вот, сварочный булат отличался высокой прочностью, значительно превышающей прочность стали такого же состава, потому что степень деформации при сварке стальных полос или проволоки с различным содержанием углерода была колоссальной. Не так давно металловеды сделали рентгеноструктурный анализ сварочного булата. Рентгенограммы показали, что из кристаллов металла выпали чуть ли не целые группы атомов — так велика у него оказалась плотность дислокации. Таким образом, древние кузнецы эмпирически нашли способ приготовления очень прочного оружия. И не случайно сварочный булат (дамасская сталь) ценился не только за свои красивые цветные узоры.
Поделитесь на страничкеСледующая глава >
tech.wikireading.ru